

andre34
-
Постов
848 -
Зарегистрирован
-
Посещение
-
Победитель дней
12
Тип контента
Профили
Форумы
Календарь
Сообщения, опубликованные andre34
-
-
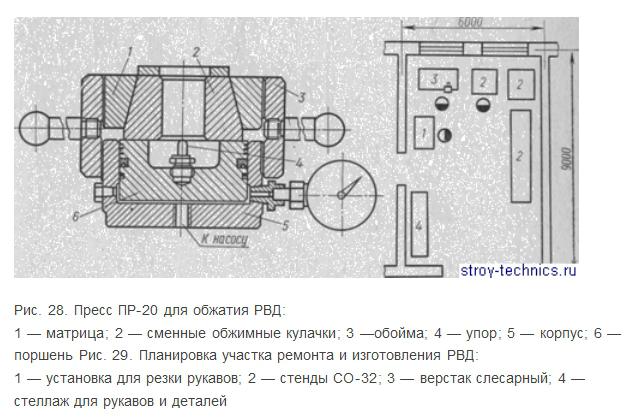
Еще раз. Есть самопал. На цилиндрах, винтах да хоь домкратов восемь штук. Им нужно ограничить ход. И выровнять. Для этого они должны сомкнутся в конечной точке. Если основой то ножы с зазором, если ножами то в них делаются выточки. Метал то должен куда то дется.
Есть промсистемы. У них принципиально другой принцип привода, на конусах и сами конуса служат и направляющими и конечным упором. И давит все сто тон на рукав 20 мм естественно нет смысла, поэтому и регулировка давления, а не для фиксации конечного положения. И опять же есть ножы которые не сходятся а есть просто ножы со срезанными углами. Какая разница?
А что копировать зависит от доступного станочного парка. Есть возможность точить, калить, полировать, собирать можно повторить и оригинальный станок. Ничего космического в нем нет. Но они предназначены для масового производства. Вашей конторе нужно 500 подушек в день? Если да то есть смысл заморочится. Если нет, то самопал с фото обожмет пару тройку подух в день и не сопреет. Просто на мой взгляд они несколько его усложнили, цилиндры можно покороче, обратный ход можно и пружины вставить, сделать проще и компактней.
-
Ты читаеш что я пишу или тока обижаешся?!! Фото я имел ввиду свое! А потом появилось видео и кучка фоток настоящих станков. Надо както определятся о чем мы говорим. А то тяжело.
-
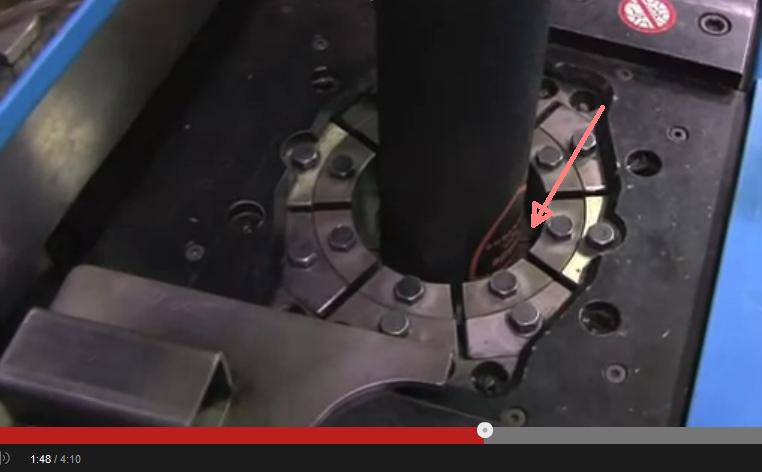
Вот принцип действия настоящих станков. Он идет до упора, но сменными губками все становится на свои места.
-
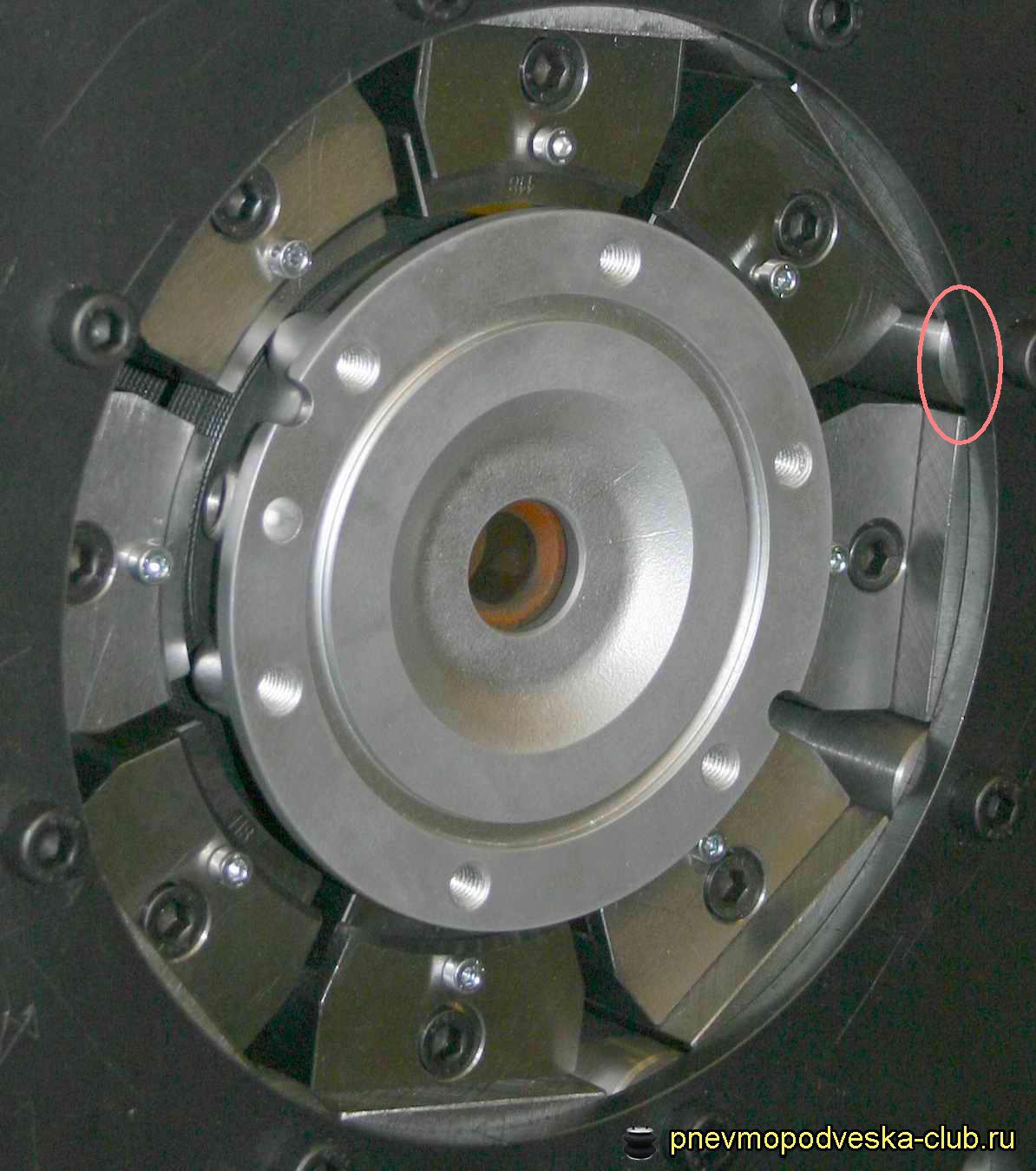
Вот что им не дает сойтись

И собственно давай определимся о каком станке мы говорим - о самопальном с фото или о промышленном, ибо абсолютно разный привод и собсно остальное тоже.
-
Посмотри гденить схему работы станка по обжимке РВД. У него развиваемое давление до сотни тонн !!!! Какие регулировки! Основа сходится, а на ножах остаются зазоры или снимаются фаски чтобы металу было куда плыть. Посмотри еще раз видео

-
по такой логике на каждый размер , допустим 130мм,125мм,108 мм,102мм,96мм, 90мм,82мм,78мм.(это действующие размеры) нужны будут ножи.
Боле или менее на каждый размер ножи и будут нужны, а как иначе. Разный же диаметр. В таком станке нужно чемто ограничить ход и подровнять цилиндры. В принципе или основой или сменными ножами без разницы. На фото как раз ножы сменные сняты и валяются вокруг основы.
А станок с видео работает на конусах, то есть ножы и так идут строго паралельно и можна в каком то разбеге диаметров в пару тройку мм пользоватся одной обжымкой. А дальше все равно менять, чудес не бывает. Из комплекта сменных обжимок и растет цена. Но подух реальных то намного меньше. И можно это число еще споловинить, так как если жать то значит поршень самодельный, а для резинки что 98 что 105 - разница небольшая.То есть останется 3-5 диаметров.
130мм,125мм,108 мм,102мм,96мм, 90мм,82мм,78
Зачем такая точность? 78 и 82, можно список смело половинить.
-
Давай закончим этот треп да и потри его. Просто честно меня как то достали высказывания типа "дохера стоит", "как лимузин" "как машина" и тд. Хороший станок? Не вопрос. Есть и лучше и дороже и красивее, ну и что? Если тема о создании станка, давай обсудим, мне интересно. Если повосхищатся ценой, то без меня.
-
Станок для обжимки колец. Народ кто в теме, какие нужны цилиндры. 1.Толкающее усилие на штоке.(диаметр поршня)???? 2.Ход штока.???? 3.Диаметр штока??? от фото тоже не откажусь!Это кто писал, я?
Если не правильно понял, звиняйте. Больше ни слова.
-
я пишу что ГОТОВЫЙ станок, как на видео,будет стоит как авто, а ты мне пытаешься доказать что то другое?Если обуждается покупка станка, то не вопрос. Можна влегкую найти за 10 авто. Если вопрос о создании примерно такого станка, то я об этом.
-
И я про него же. Что в нем сложного? Если убрать красоты и огромные возможности.
-
Да, такой станочек будет стоит как хороший авто!)))Я вот не пойму, чево все так с этими станками, какое авто, разве что убитая инвалидка. Вам что нужно жать от 5 мм до 300 мм? Или панель плазменную в него вставить. Неужели так трудно и дорого заказать два конуса полированных, домкрат тон на 20, и наборы ножей на два три диаметра?
-
Эт понятно. А вообше все от поставленых задач. Я себе когда рисовал, то вообще на винтах М20х1,5. Подкалить их и свои две четыре подушки обжать хватит. Зато станок под управлением компьютера в одну человеческую силу, полный контроль и ажур

-
В общем понятно, что это дешовый и рабочий колхоз для самопальшиков. Думаю брак всеже возможен. Если делать для бизнеса надо повторять конструктив станка РВД. Гемороя побольше, изготовление сложнее (читай дороже) но зато прогнозируемый результат. И никакими огромными тысячами евро там и непахнет. Но доступ к станочному парку иметь нана, тут уж школьным токарником не обойтись.
-
которые сами не дают сдавиться дальше! при производстве самим это называеться матрица!

-
andre34, без матриц можно раздавить кольцо вместе с резинкой!Ты не правильно представляешь себе работу станка. Каждий сектор состоит из двух частей. Одна заведомо большего диаметра смыкается полностью и служат ограничителем. Дальше станок не пойдет. На них (как на фото )накручиваются ножи под соответствующий конечный диаметр кольца, они тоже больше чем надо не сомкнутся. Они же формируют прорези для усадки металла. Тоесть при правильном подборе ножей резинке ничего не угрожает.
-
Собственно в названии темы все и сказано. Большинство железных вопросов освещены .
-
всеравно матрици под разные диаметры надо!Так естественно. А как иначе? Если глянуть на фото там как раз валяется парочка сменных ножей под другой диаметр.
-
наче будет получаться элипс.Почему? Как работает станок по обжиму РВД я знаю, понятно там принцип другой. Тут то все цилиндры работают паралельно, и плюс упор идет не на подушку а на ножи. Так шо сойдутся они в круг, никуда не денутся.
-

Я вобщемто не втеме) но над вопросом задумывался. Остановился на чертежах и поточил брекеты на болтах.Получалось теоретичеси усилие до полутора тон, если для постоянной работы то можно больше, цилиндры дольше проживут.
Ход имхо достаточно пару сантиметров, все равно диаметр обжима регулирется ножами.
Диаметр штока больше вопрос конструкционный. В нете видел ктото делал на передних тормозных цилиндрах от жигулей, дешево и сердито). Вроде работало.
-
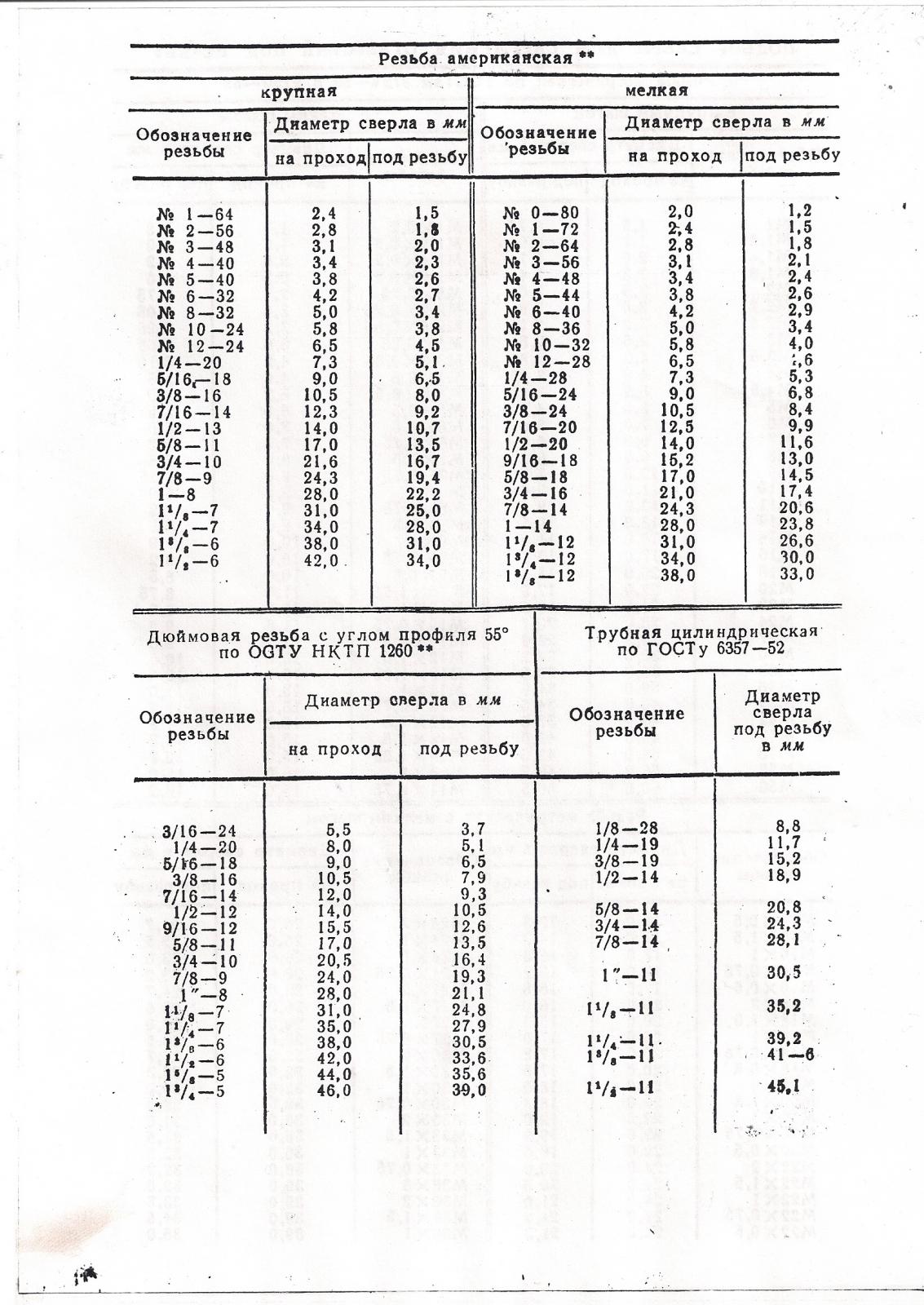
Для справки.

Если делать самому. Вообще в данное время с дюймовыми резьбами завал полный. Старые советские госты вроде как отменили (хотя все ими пользуются) а новых нет. (насколько знаю, вобщемто не моя специальность
 ) При том что с развалом промышленности дюймовые резьбы все шире приходят к нам. А вообще есть справочник Анурьева по машиностроению, там есть ответы на многие вопросы, может выложить где?
) При том что с развалом промышленности дюймовые резьбы все шире приходят к нам. А вообще есть справочник Анурьева по машиностроению, там есть ответы на многие вопросы, может выложить где? -
Мне так до сих пор и не ясно скока сверлить в мм...)
решил все в миллиметрах изобразить, вот и задумался.Не надо в милиметрах!!!!! Обозначай резьбу как есть. Это задача токаря. В милиметрах очень легко промахнутся. НЕ ну сантехники ж работают с резьбой 1/2" и никто им сгон не рисует с резьбой 22 мм и 1,2777 мм шаг.(для примера)
-
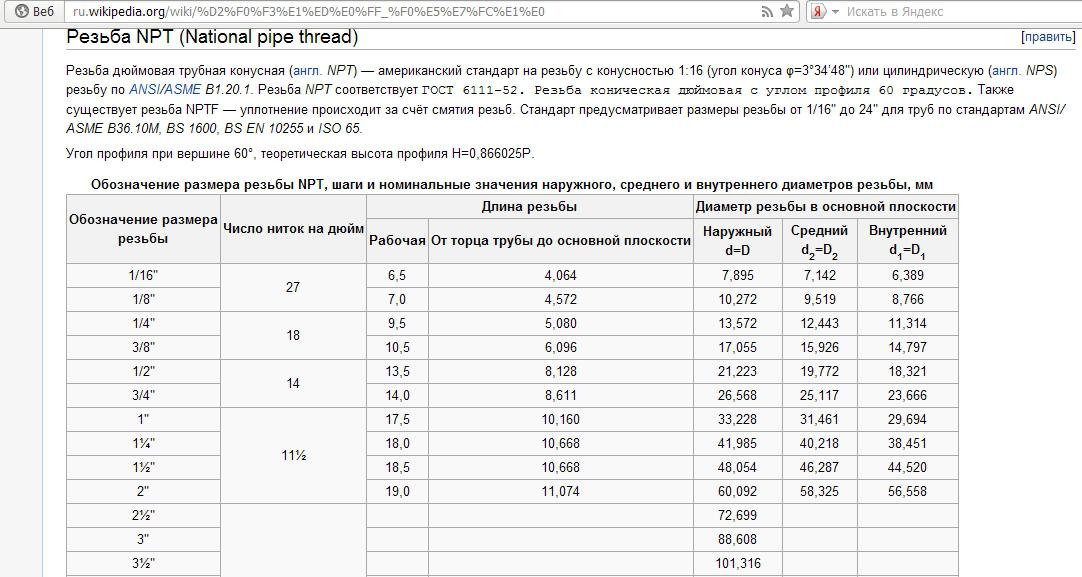
Прописаны отверстия 1/2"NPT и 3/8-16 UNC. Сколько это конкретно в миллиметрах?
Внятному мастеровому этого достаточно. Если ему нужно обьяснять такие вещи, то как он сделает твою деталь?
Обозначение размера резьбы NPT, шаги и номинальные значения наружного, среднего и внутреннего диаметров резьбы, мм
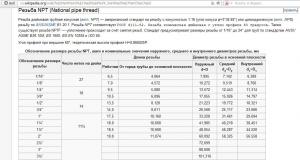
Неужели трудно воспользоватся гуглом?
Резьба режется или леркой мечиком дюймовыми или на станке, который имеет соответствующие ходовые винты. В любом случае милиметры тут не в помощь, потому что фитинги придется тянуть ключем газовым или болтатся на пакле. Вобщем эти вопросы должен решать токарь.
-
Тестер в помощь. Скорее всего реле универсальное, поэтому установлен перекидной контакт. На него подается плюс. И снимается с другого. Минус там не нужен, если только для феерверка

-
Зачем галетник то? Во-первых, не эстетично. Во-вторых, клацать как то не эргономично. В-третьих, щелкая проходишь ненужные положения. В-пятых, придется фиксированные раз и навсегда уровни цеплять.
1. Под галетником подразумевается принцип, а не чудо советской военной инженерии сорокалетней давности. Просто вращающийся переключатель с четко фиксированными позициями
2. Клацать как раз эргономично. Вся штатная пневма на крутилках, а вот понтовые контроллеры за кучу уе - там и кнопки и индикаторы, "а во лбу у ней неонка". Круть.
3. Крутнть не глядя ручку гораздо проще чем на ходу тыкать в пендюрные кнопочки.
и в пятых - а вчем проблема на каждую позицию програмировать уровень? Контроллеру не все равно что опрашивать - кнопки или контакты?. Так даже проще.
Мне кажется что ты хочешь програмерскую удаль показать, а не зделать рабочий контроллер. Не в обиду.


Станок для обжимки колец.
в Пневмоподушки (вопросы и ответы)
Опубликовано
А за тридцать лет в гидравлике и мало что изменилось, и станки работают точно также. Принцип действия тотже. Два конуса вдавливают друг в друга и перемещают кулачки.